相信很多朋友在使用無機(jī)浸滲設(shè)備的過程當(dāng)中可能會遇到各種問題,臺州浸滲小編在了解了大家對于這方面的需求之后,今天先給朋友們分析一下有關(guān)鑄件局部未充滿分析以及浸滲加工質(zhì)量管理及容易忽視的工藝條件希望能對朋友們有所幫助,詳情如下:
一、鑄件局部未充滿分析
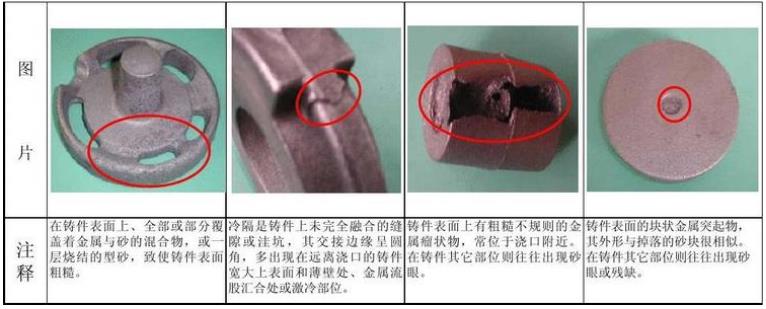
鑄件上有未完全融合的縫隙,其交接邊緣是圓滑的,這種縫隙稱冷隔;鑄件局部未充滿,鑄件缺肉,末端呈圓弧狀稱澆不足。
(1)冷隔和澆不足產(chǎn)生的原因
液體金屬與模樣置換過程中,金屬液前沿阻力過大或金屬液溫度過低,使其不能繼續(xù)流動產(chǎn)生冷隔或澆不足。
(2)防止措施
1)提高金屬液澆注溫度。
2)增大真空度,提高排氣速度。
3)減少泡沫塑料模樣的發(fā)氣量,降低預(yù)發(fā)密度以及使模樣干透。
4)選擇合理澆注方案和澆注系統(tǒng)結(jié)構(gòu),如頂注式澆注系統(tǒng)、空心直澆道。盡量縮短澆注系統(tǒng)的總長度,讓金屬液流程縮短,充型過程流暢,在不噴濺的情況下澆注速度越快越好。
二、浸滲加工質(zhì)量管理及容易忽視的工藝條件

浸滲設(shè)備浸滲加工看似簡單,其實內(nèi)涵極為豐富。浸滲加工是一個系統(tǒng)工程,任何一個工藝條件發(fā)生改變,都會對其它條件造成影響。任何環(huán)節(jié),任何細(xì)小的環(huán)節(jié)出現(xiàn)紕漏都會導(dǎo)致產(chǎn)品的缺陷。特別是在單一品種的大批量生產(chǎn)中,如果一時疏忽,一處疏忽,會造成大量的廢品,后果嚴(yán)重。這也是與傳統(tǒng)加工所不同的。
浸滲加工做的時間長了以后,會發(fā)現(xiàn)這樣的一個特點(diǎn):“其實浸滲加工真的沒有什么好難的,就是創(chuàng)造條件,工藝條件具備,認(rèn)真執(zhí)行操作規(guī)程,實現(xiàn)生產(chǎn)的效率高和質(zhì)量高的成品率,并沒有什么難的。”話又說回來,難就難在許多廠家,對準(zhǔn)備和創(chuàng)造條件不認(rèn)真,存有僥幸心理,差不多心理,壓縮投資省點(diǎn)錢的心理,這些是老板的心理;在操作做熟了以后,總也沒出問題,又會產(chǎn)生浸滲加工不過如此,沒有必要搞的那么麻煩,有了怕麻煩的心理,就產(chǎn)生了“省點(diǎn)事”的心理,這些是操作者的心理。如果,老板有了省點(diǎn)錢的心理,工人有了“省點(diǎn)事”的心理,這兩個“省點(diǎn)”心里,就會導(dǎo)致“廢點(diǎn)”或“廢一批”。所以,在談質(zhì)量管理時,先要糾正的,就是“省點(diǎn)”的心理。
總結(jié):以上就是臺州浸滲小編整理的有關(guān)《鑄件局部未充滿分析及浸滲加工質(zhì)量管理及容易忽視的工藝條件》的全部內(nèi)容,想要了解更多浸滲方面的技術(shù)資訊,請收藏本站及時關(guān)注本站更新。
總結(jié):以上就是關(guān)于《鑄件局部未充滿分析及浸滲加工質(zhì)量管理及容易忽視的工藝條件》的全部內(nèi)容,希望對大家有所幫助。想了解更多有關(guān)浸滲劑、浸滲設(shè)備、浸滲加工方面的相關(guān)內(nèi)容,請收藏本站及時關(guān)注本站更新。東銳浸滲唯一官方網(wǎng)址:www.xjcfzx.cn「東銳浸滲加工」電話:15067682657
(備注:本站部分文章、圖片來源于網(wǎng)絡(luò),如有侵權(quán)請第一時間告知,小編核實后會立刻刪除,不接受任何形式的惡意索賠。)
